

INTRODUCTION TO A PHARMACEUTICAL TABLET :
Pharmaceutical Tablet is a kind of a 'solid unit dosage form' of a medicine containing an excipient (inactive substance which acts as a medium Or vehicle for the active substance), which may Or may not contain a diluent (a substance that can be used to dilute something).
Tablets are most commonly used form of medicines, which are meant to be administered orally. The reason behind tablet being so popular and being the top choice of the medical practitioners (doctors) lies in its physical characteristics. Tablets are compacted to a definite (and uniform) size and shape. Those are easy to handle without getting damaged, easy to pack Or store, requires limited space due to size and shape, can be easily and effectively combined with other forms of solid unit dosage (ex. filling a capsule with a tablet inside along with powder Or granules), has a low to moderate cost of manufacturing, can be coated with different colors Or quality enhancing solutions and can be embossed with branding etc.
Though Tablets are easy for human consumption (orally), few people (especially children) may find it difficult to do so. However, a large population of people across the globe find it easy to consume it orally, hence, tablet manufacturing is the most common part of the pharmaceutical formulations and manufacturing.
OVERALL PROCESS OF TABLET MANUFACTURING (API TO FORMULATION):
The overall process can be explained with the help of a Flowchart as under. Note, the process can have a many variations viz. a few additional steps like addition of a binder Or solution, drying, multi-milling Or co-milling and their repetitions etc to name a few.

HOW DO THEY MANUFACTURE A TABLET:
As discussed, tablets can be manufactured in a shape of a solid flat Or bioconvex dishes Or spherical granules. Tablets are manufactured mostly by compression and compacting technique taking into consideration the physical properties of the powder Or mixture (ex. size, shape, rigidity, elasticity to name a few).
The two types of Tablet Compression Machines are
(a) Single Station Tablet Press and
(b) Multi Station Tablet Press
While the Single Station Or Single Punch tableting machine is popular amongst the laboratory scale Or R&D laboratories, the Multi-Station Or Rotary Press is common for high output production rate operations.

(Pic Ref: www dot youtube dot com slash watch?v=g4rrGMJqEdk)
A Single Station Tablet Press (also known as Single Punch Tablet Press) makes use of only single punch station comprising of a pair of upper and lower punch and a die cavity. Whereas, Incase of a Multi Station Tablet Press (also known as Multi Punch Tablet Press), there are a number of stations viz. 8, 27, 37 and so on, where, each station has a pair of punches working on a die cavity.
MAJOR COMPONENTS OF A COMMERCIAL TABLET COMRPESSION MACHINE:
Let's understand the part names and their functions used in either Single Press Or Multi Press machine
Hopper: Feed Hopper is meant for charging the material viz. powder Or granules, which is fed either manually Or with some material transfer device.
Upper Punch, Lower Punch and Die Cavity: The tablet formation takes place due to the synchronized and coordinated actions of upper punch, lower punch and the die cavity. Both the upper and lower punches are vertical cylindrical machined metal parts with the central body known as Barrel, and other two ends are known as Head and Stem respectively. The Head also has a Neck which connects the Head with Barrel.
For the sake of understanding, if you compare it with a human body, the Barrel is your middle portion (chest and stomach), Head is the head which takes pressure from the compression roll, and Stem are like both the legs together, which acts on the slug for formation of a tablet.
The die cavity is a precisely machined cavity, where the stem of the upper and lower punch protrudes into with a force for shaping the slug into a tablet. The size (diameter and thickness), shape and the weight of a tablet totally depends on the die cavity.
Upper Punch has its stem pointing downwards (towards the die cavity), whereas, the lower punch has its stem pointing upwards (towards the die cavity).
The stem of the lower punch is longer than the stem of the upper punch. It is so because, the lower one also works towards the ejection of the tablet formed.
Cam Tracks: Cam Tracks plays a very important role in ensuring an accurate and precise movement of the upper and lower punches. The lower cam track is especially responsible for movement of lower punch during the filling stage, such that, the die cavity is properly filled Or overfilled (the excess mass further gets removed). Similarly ejection cams control the movement of the lower punches such that the tablets gets successfully ejected.
Pre Compressions and Main Compression Rollers: The compression rollers basically creates Or exerts the pressure on the punch heads, forcing them to move their stems towards the die cavity.
Pre compression rollers create lower pressure with an objective of removing entrapped air from the die cavity and prepare the slug for taking a new shape.
The main compression rollers builds a higher pressure thus ensuring the tablet formation takes place.
Take Off Blade and Discharge Chute: The take off blade guides the tablets towards the discharge chute, from where, the tablets get going to a collection pot Or bag.
TYPES OF TOOTING (D TYPE VS B TYPE) THAT DECIDES THE SIZE AND SHAPE OF A TABEL:
As discussed above, the punches and die cavity decides the size, shape and weight of the Tablet. The set of punches' and die together forms a Tooling.
Based on the sizes and shapes of tablets used for human consumption, there are two different types of tooling used viz. D Type and B Type of tooling.
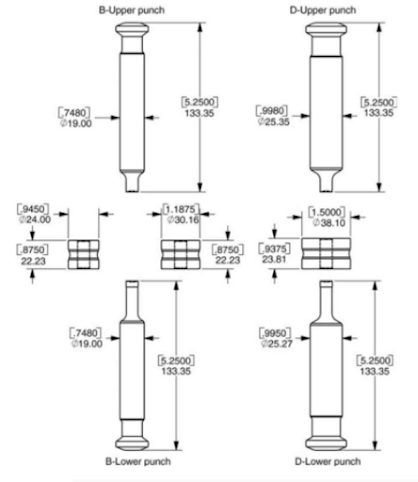
The pic. above illustrates the difference between D type and B type tooling. The same can be summarized as under:
D Type (Max Tablet Size = 25/25mm): Punch Length = 133.6mm, Punch Diameter: 25.4mm, Die Diameter: 38.1mm, Height of the dies: 23.82mm,
B Type (Max Tablet Size = 16/19mm): Punch Length = 133.6mm, Punch Diameter: 19mm, Die Diameter: 30.15mm, Height of the dies: 22.22mm,
DB Type (Max Tablet Size = 19/19mm): Punch Length = 133.6mm, Punch Diameter: 25.4mm, Die Diameter: 30.15mm, Height of the dies: 23.22mm,
BB Type (Max Tablet Size = 13/24mm): Punch Length = 133.6mm, Punch Diameter: 19mm, Die Diameter: 24.0mm, Height of the dies: 22.22mm,
Post a Comment